| ノギスの使い方 |
||||||||||||
| 旋盤やフライス盤の加工現場では、ノギスは最も基本的な測定工具です。ノギスは、150mm,300mmなどのサイズのものがあります。ダイヤル付きノギスやデジタルノギス等もあります。図1に150mm間で測定可能なノギスと各部の名称を示しました。 | ||||||||||||
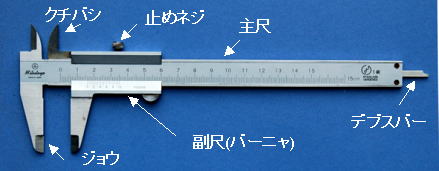 図1 |
||||||||||||
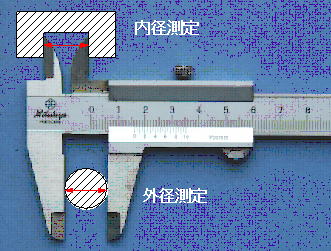
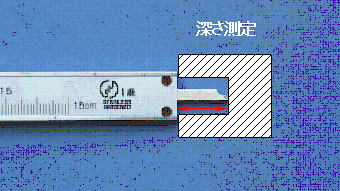
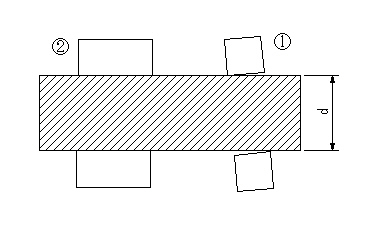
| ■ノギスによる測定 このノギスは外径を測定するジョウの部分、内径用のクチバシ、段差や穴の深さを測定するデプスバー、主尺と副尺の段差を利用した段差幅の測定の4種の測定が可能です。 |
||||||||||||
|
||||||||||||
|
||||||||||||
| ■目盛りの読み方 | ||||||||||||
| ①副尺の0点が指す主尺の値を読む。図5の場合12。②次に、副尺と主尺の目盛りが一致する副尺の値を読む。図では5.5の値。この値が0.1mmの位の値に相当する。測定値は、12+0.55
= 12.55mmとなる。 |
||||||||||||
|
||||||||||||
| ■副尺について | ||||||||||||
| ノギスの主尺は、1mm間隔の目盛りが付いている。副尺(バーニヤ)の長さは19mmで20目盛りが記されている(図6)。図5で説明したように、主尺と一致する副尺の目盛りの読みが1mm以下の値となる。 何故このようになるのかを説明します。図7のように1mmの最小目盛り、長さ10mmの主尺を考えます。副尺は長さ9mmで10等分の目盛りを有します。副尺1目盛りは、0.9mmの長さになります。主尺と副尺の0点を合わせると、主尺の1目盛目と副尺の1目盛目との間には、0.1mmずつのずれが生じ、副尺の値が増えるとずれ量は ずれ量mm=副尺の目盛り×0.1mm となります。そして、副尺10目盛りでずれ量が1mmとなり、主尺目盛り9mmと副尺10目盛りが一致します。 |
||||||||||||
 図7 |
||||||||||||
| 次に、図8のように、副尺の目盛り0を0.4mmタだけ右にずらす位置にします。副尺の目盛り間隔は0.9mmであるので主尺と副尺の1の目盛りは0.3mm、2の目盛りは0.2mm、3の目盛りは0.1mmのずれを生じ、4の目盛りは0mmで一致します。5の目盛りは、0.1mm,6の目盛りは0.2mmとずれは増加してゆきます。更に詳細を図9に示します。 | ||||||||||||
 図8 |
||||||||||||
| けっきょく、副尺の0点が示す値、主尺の読みの値は、副尺の目盛りと主尺の目盛りが一致する4、すなわち、0.4mmと言うことになります。他の値についても同様です。 一般のノギスは、副尺の長さは19mm、20目盛りを有しますので、1/20mm,0.05mmまで読むことができます。0.05の分解能になります。 |
||||||||||||
 図9 |
||||||||||||
| ■測定時の注意事項 | ||||||||||||
|
||||||||||||